
Dans beaucoup d’ateliers, la maintenance fonctionne encore avec un mélange de préventif calendaire, d’expérience terrain et d’interventions en urgence.
Une machine s’arrête. Un voyant remonte. Un opérateur appelle la maintenance. On redémarre dès que possible. Puis on note parfois l’arrêt dans un fichier, parfois dans une GMAO, parfois nulle part.
La maintenance prédictive promet autre chose : anticiper les dérives, détecter les signaux faibles, intervenir avant la panne. Mais dans une PME industrielle, il faut rester concret. Avant de parler d’IA ou d’algorithme, il faut savoir ce que la machine mesure vraiment.
Les données machines peuvent aider à mieux maintenir. Mais seulement si elles sont fiables, contextualisées et utiles pour prendre une décision.
Maintenance préventive, curative, prédictive : de quoi parle-t-on ?
La maintenance curative intervient après la panne. La machine est arrêtée, la production attend, la maintenance répare.
La maintenance préventive intervient avant la panne, selon un planning : nombre d’heures, nombre de cycles, calendrier, recommandations constructeur, retour d’expérience. Elle évite certains arrêts, mais elle peut aussi générer des interventions trop tôt ou trop tard.
La maintenance prédictive cherche à intervenir au bon moment, à partir de signaux mesurés : vibration, température, intensité moteur, pression, temps de cycle, défauts récurrents, dérive qualité, alarmes automate, micro-arrêts.
En théorie, c’est idéal. En pratique, la maintenance prédictive n’est pertinente que si la machine fournit des données exploitables.
Un capteur mal placé, un état machine mal défini ou une alarme non historisée peut rendre l’analyse inutile.
Pourquoi les données machines changent la maintenance
Une machine ancienne ou peu connectée peut produire beaucoup d’informations sans que l’atelier les exploite vraiment.
L’automate connaît souvent les cycles, les défauts, les sécurités ouvertes, les temps d’attente, les redémarrages, les arrêts opérateur, les défauts variateur ou les défauts capteur. Mais ces informations restent parfois enfermées dans la machine.
Les données machines permettent de répondre à des questions très concrètes :
quelle machine s’arrête le plus souvent ?
quel défaut revient chaque semaine ?
quels arrêts sont courts mais très fréquents ?
une dérive apparaît-elle avant une panne ?
un moteur consomme-t-il davantage avant un blocage ?
une température augmente-t-elle avant un défaut qualité ?
une intervention préventive réduit-elle vraiment les arrêts ?
C’est là que la donnée devient utile : elle ne remplace pas les techniciens, elle leur donne une preuve.
Selon l’étude La Fabrique de l’Industrie / McKinsey sur les technologies 4.0, l’analytique avancée est notamment utilisée pour analyser les données de production, améliorer l’efficacité, réduire les déchets, améliorer la qualité et appuyer la maintenance prédictive. L’étude rappelle aussi que la qualité, la disponibilité des données et les cas d’usage clairs sont des facteurs clés.
Le prédictif commence souvent par du préventif mieux piloté
Dans beaucoup de PME industrielles, la première étape n’est pas de prédire une panne avec un modèle complexe.
La première étape consiste plutôt à rendre le préventif plus intelligent.
Exemple simple : une machine est entretenue tous les trois mois, quel que soit son usage réel. Pourtant, certaines semaines elle tourne 80 heures, d’autres seulement 20. Un préventif basé sur le calendrier peut devenir imprécis.
Avec des données machines fiables, on peut déclencher ou ajuster la maintenance selon :
le nombre réel de cycles ;
les heures de marche ;
les démarrages moteur ;
les temps de fonctionnement en charge ;
les alarmes récurrentes ;
les seuils de température, pression ou vibration ;
la dérive progressive d’un temps de cycle.
Ce n’est pas encore de la maintenance prédictive avancée. Mais c’est déjà un vrai progrès industriel.
On passe d’une maintenance “au planning” à une maintenance pilotée par l’état réel de la machine.
Les données utiles ne sont pas toujours les plus complexes
Un projet de maintenance par la donnée échoue souvent quand on veut tout mesurer tout de suite.
La bonne question n’est pas : “Quels capteurs peut-on installer ?”
La bonne question est : “Quel arrêt voulons-nous comprendre ou réduire ?”
Pour une ligne de production, les premières données utiles sont souvent simples :
état machine : marche, arrêt, défaut, attente, réglage ;
code défaut automate ;
horodatage des arrêts ;
durée des arrêts ;
fréquence des micro-arrêts ;
nombre de cycles ;
cadence réelle ;
temps de marche ;
consommation électrique ;
température ou vibration sur un organe critique ;
intervention maintenance associée ;
commentaire opérateur ou technicien.
Ces données ont de la valeur si elles sont reliées à un problème terrain : arrêt non planifié, pièce bloquée, échauffement, dérive qualité, usure prématurée, baisse de cadence.
Sans ce lien, on obtient des courbes. Avec ce lien, on obtient une aide à la décision.
Les capteurs ne suffisent pas : il faut contextualiser
Installer un capteur de vibration sur un moteur peut être utile. Mais si l’on ne sait pas dans quelles conditions la vibration augmente, l’interprétation reste limitée.
La machine était-elle en production normale ? En phase de démarrage ? En sous-charge ? En surcharge ? En nettoyage ? En réglage ? Avec quel format produit ? Avec quel opérateur ? Après quelle intervention ?
Une donnée brute ne dit pas tout.
Pour exploiter les données machines en maintenance, il faut relier plusieurs couches :
les capteurs physiques ;
les informations automate ;
les états de production ;
les alarmes ;
les historiques d’intervention ;
les données qualité ;
les commentaires terrain ;
la supervision ou l’IHM ;
éventuellement la GMAO ou l’ERP.
C’est précisément là que beaucoup de projets se compliquent. L’enjeu n’est pas seulement informatique. Il est mécanique, électrique, automatique, terrain et organisationnel.
Quand la maintenance prédictive devient pertinente
La maintenance prédictive devient intéressante quand trois conditions sont réunies.
Première condition : la panne ou la dérive coûte cher. Il peut s’agir d’un arrêt long, d’un défaut qualité, d’un risque sécurité, d’un rebut important ou d’une désorganisation de production.
Deuxième condition : un signal mesurable apparaît avant la panne. Par exemple une hausse de vibration, une température anormale, une intensité moteur qui dérive, un temps de cycle qui s’allonge ou des défauts qui deviennent plus fréquents.
Troisième condition : l’entreprise peut agir à temps. Prévoir une panne n’a d’intérêt que si la maintenance peut intervenir avant qu’elle ne bloque la production.
Si ces trois conditions ne sont pas réunies, il vaut parfois mieux améliorer le préventif, fiabiliser la machine ou revoir l’automatisme plutôt que chercher un modèle prédictif.
Exemple de cas d’usage en atelier
Prenons une machine avec des arrêts courts et répétés.
Au départ, l’atelier constate simplement que “la machine s’arrête souvent”. Mais personne ne sait précisément pourquoi. Les opérateurs relancent, la maintenance intervient quand l’arrêt dure trop longtemps, et les micro-arrêts disparaissent dans la journée.
Une première étape consiste à historiser les arrêts :
heure de début ;
heure de fin ;
défaut associé ;
zone machine concernée ;
durée ;
fréquence ;
état de production ;
commentaire opérateur.
Après quelques semaines, les données montrent que 40 % des arrêts courts viennent d’une même zone d’alimentation. On ajoute alors un capteur complémentaire, on vérifie les conditions mécaniques, on analyse les séquences automate et on suit l’évolution après correction.
Ce n’est pas de l’IA. C’est de la maintenance industrielle pilotée par la donnée.
Et c’est souvent ce qui génère les premiers gains réels : moins de débats, plus de preuves, des priorités plus claires.
Les erreurs fréquentes à éviter
La première erreur est de commencer par la technologie. Acheter une solution de maintenance prédictive sans avoir clarifié les arrêts à traiter produit rarement des résultats solides.
La deuxième erreur est de négliger la qualité des données. Si les états machine sont mal nommés, si les défauts ne sont pas horodatés ou si les arrêts opérateur sont mélangés aux arrêts techniques, l’analyse sera fragile.
La troisième erreur est d’exclure les équipes terrain. Les opérateurs et techniciens savent souvent reconnaître les signaux faibles avant les tableaux de bord. La donnée doit structurer leur expérience, pas l’effacer.
La quatrième erreur est de viser trop large. Mieux vaut commencer sur une machine critique avec un irritant clair que connecter tout l’atelier sans priorité.
La cinquième erreur est d’oublier la cybersécurité et l’architecture IT/OT. Connecter une machine à un réseau, à une supervision ou à une plateforme de données impose de réfléchir aux accès, aux sauvegardes, à la segmentation et à la continuité de production.
Le support Francis Rossignol sur l’usine 4.0 insiste justement sur une logique d’usage métier, la priorisation des irritants opérationnels et l’importance de l’infrastructure IT/OT et de la cybersécurité.
Quelle approche pour une PME industrielle ?
Pour une PME industrielle, une démarche pragmatique peut suivre cinq étapes.
1. Choisir une machine ou une ligne critique
Il faut partir d’un problème visible : arrêts non planifiés, micro-arrêts, défaut qualité, maintenance trop fréquente, organe fragile, manque de visibilité.
2. Définir les données vraiment utiles
Toutes les données ne se valent pas. Les premières données à capter doivent aider à comprendre le problème : état machine, défauts, cycles, temps de marche, température, pression, vibration, consommation, cadence.
3. Fiabiliser la mesure
Un mauvais signal crée de mauvaises décisions. La position du capteur, le câblage, le filtrage, l’automate, l’IHM et la supervision doivent être cohérents.
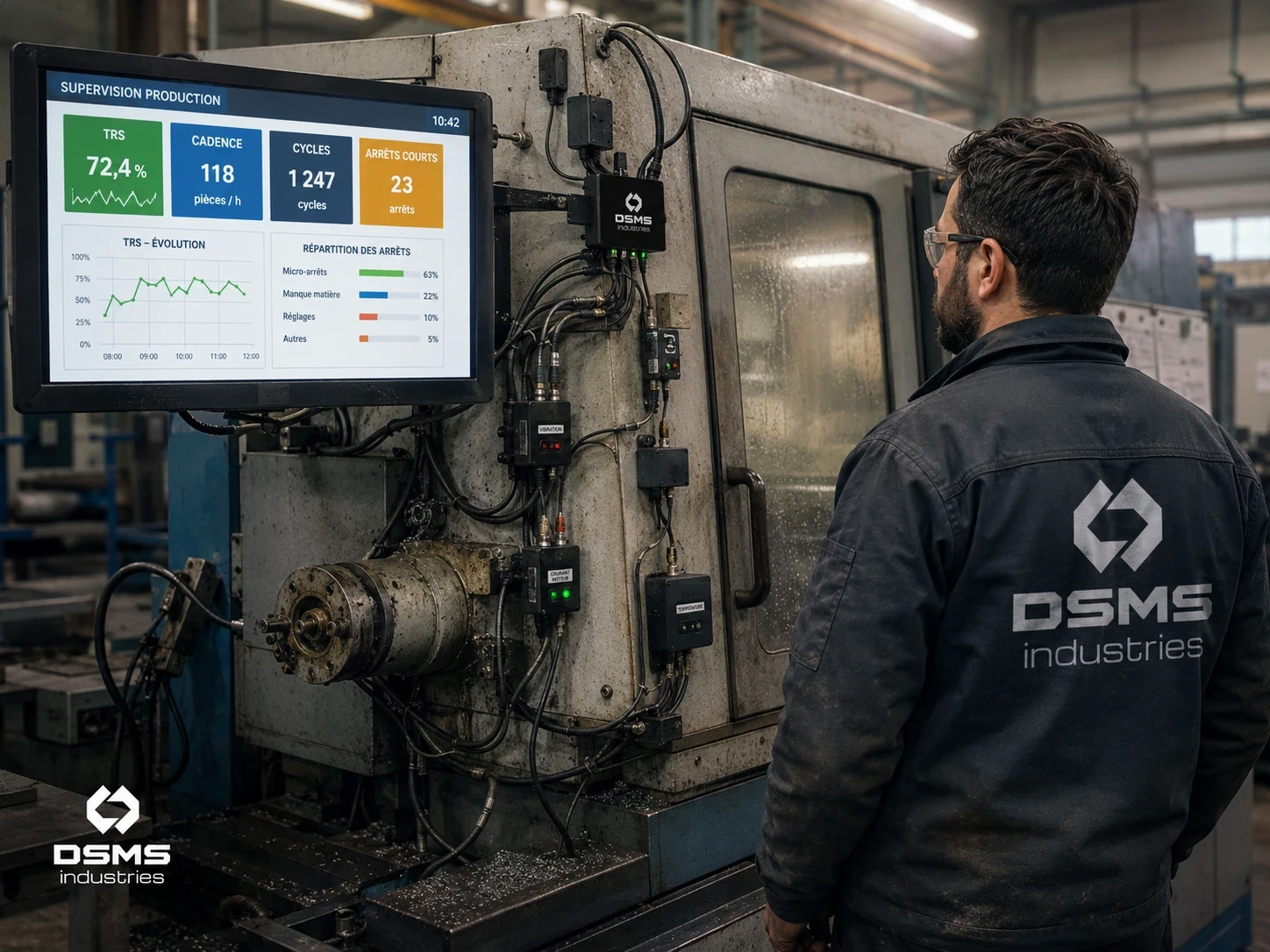
4. Visualiser simplement
Un tableau de bord maintenance doit rester lisible : alertes utiles, tendances, historiques, seuils, événements. L’objectif n’est pas d’afficher des courbes, mais d’aider à décider.
5. Améliorer progressivement
Une fois les données fiables, on peut aller plus loin : seuils dynamiques, analyse de dérive, corrélation entre défauts, maintenance conditionnelle, puis éventuellement modèles prédictifs.
Le rôle de DSMS dans ce type de projet
DSMS accompagne les PME industrielles dans la mise en place de machines plus mesurables, pilotables et fiables.
Sur un projet de maintenance par la donnée, l’enjeu n’est pas seulement de poser un capteur ou d’afficher un graphique. Il faut comprendre la machine, le process, les arrêts, l’automatisme, les contraintes de maintenance et les usages terrain.
DSMS peut intervenir sur :
l’analyse du besoin terrain ;
l’identification des irritants maintenance ;
le choix des données à mesurer ;
l’ajout de capteurs industriels ;
l’adaptation automate ;
la supervision locale ou en ligne ;
l’IHM opérateur ;
la connexion de machines existantes ;
le rétrofit d’équipements anciens ;
la structuration des données machines ;
l’amélioration continue à partir des mesures.
L’objectif n’est pas de promettre une maintenance prédictive magique. L’objectif est de construire une base fiable pour réduire les arrêts évitables, mieux prioriser les interventions et améliorer la disponibilité machine.
Conclusion : avant de prédire, il faut mesurer juste
La maintenance prédictive est un objectif intéressant, mais elle n’est pas toujours le premier chantier à lancer.
Pour beaucoup de PME industrielles, le meilleur point de départ consiste à connecter une machine critique, historiser les arrêts, fiabiliser les états machine, ajouter quelques capteurs utiles et construire une supervision orientée décision.
Une fois cette base en place, l’entreprise peut passer progressivement d’une maintenance calendaire à une maintenance conditionnelle, puis prédictive lorsque les données et le contexte le permettent.
Avant l’algorithme, il y a le terrain.
Avant le prédictif, il y a la mesure.
Avant le tableau de bord, il y a une machine à comprendre.
Vous souhaitez mieux exploiter les données de vos machines pour réduire les arrêts non planifiés ? DSMS Industries vous accompagne dans l’analyse terrain, la mesure, l’automatisme, la supervision et la fiabilisation de vos équipements industriels.


